A dob vulkanizálójaakulcsfontosságú berendezések gumilemezek, szállítószalagok, gumipadlók stb. gyártásában. A terméket magas hőmérsékleten és nagy nyomáson vulkanizálják és formázzák. Fő alkotóelemei a fő vulkanizáló dob, a nyomóacél szalag, a hajtógörgő, a feszítőgörgő stb. Az acélszalag játssza a szerepetinnyomást és hőt visz át a vulkanizálási folyamat során, és fontos eleme a termékminőség biztosításának.
A dobvulkanizálókban széles körben használt, kicsapódással edzett rozsdamentes acél szalagok kiváló teljesítményt nyújtanak: a legjellemzőbb a Mingke MT1650, ahol 1650azt jelzi, hogy a szakítószilárdság aacélis1650 N/mm²martenzites rozsdamentes acélAz acélszalag keresztmetszeti területe alapján kiszámíthatjuk az acélszalag szakítószilárdságát. Az acélszalag szakítószilárdsága csak referenciaérték, és az általa viselt szakítóerő közvetlenül összefügg az élettartammal. Ezenkívül az acélszalag tényleges futási ideje, a típussA gyártott termékek mennyisége és az acélszalag napi karbantartása mind olyan tényezők, amelyek befolyásolják az acélszalag élettartamát.
A technológia fejlődésével a Mingke MT1650 martenzites rozsdamentes acélját éretten alkalmazzák dobvulkanizálókban, amely nemcsak eléri az európai gyártási szintet, hanem további előnyökkel is rendelkezik a gazdaságosság szempontjából. A Mingke MT1650 kicsapódással keményedő rozsdamentes acél egy alacsony széntartalmú, króm alapú kicsapódással keményedő martenzites rozsdamentes acél.,nikkel,réz. Főként nagy szilárdságú tulajdonságait, jó korrózióállóságát használja ki, hőkezelés alatt sem könnyen deformálódik, és nagy szilárdságát körülbelül 316 °C (600 °F) hőmérsékletig megtartja. Ugyanakkor az acélszalag jól javítható.DA részletes teljesítmény a következő: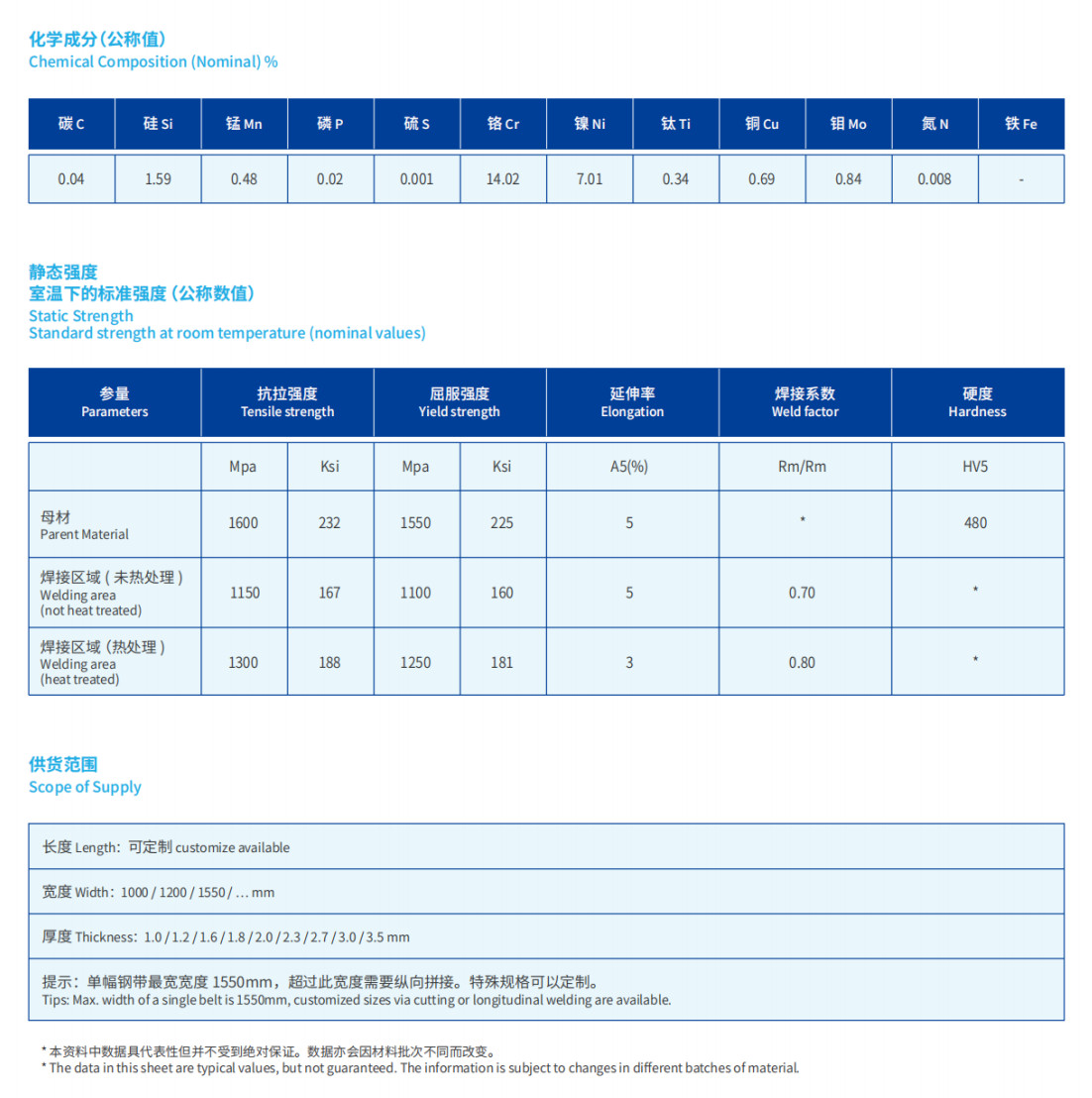
Összehasonlítvatohazai acélhuzal ragasztóhálós öv, az acélöv kiválasztása a következő nyilvánvaló előnyökkel jár:
1) Az acélöv hosszú élettartamú, magas hőmérsékleti ellenállással rendelkezik, nem könnyen nyújtható, karbantartása egyszerű és kényelmes, míg az acélhuzal ragasztóhálós övet rövid távon újra kell ragasztani, és a hálós öv könnyen nyújtható;
2) Az acélszalag által előállított termékek felületi minősége jó, a sík és sima felület elérheti a magas feldolgozási pontossági követelményeket;
3) Az acélövben nincs ragasztási folyamat, és a berendezés alapvetően 24 órás folyamatos működést tud fenntartani, magas termelési hatékonysággal;
4) Az acélszalag felülete nagy feldolgozási pontosságot érhet el, hogy megfeleljen a kiváló minőségű termékek igényeinek;
5) Az acélszalag könnyen karbantartható, az alkatrész kiásással és javítással, majd egy új folttal való cserével eltávolítható. Nagy területek hosszirányban levághatók, és új acélszalag-szakaszba hegeszthetők.
6) A kis dudorsaz acélöv hőzsugorodási módszert alkalmaz, ami nagymértékben javíthatja a síkfelületet.
7) Ha az acélszalag teljes hosszában hosszirányú deformációt mutat, nincs jó karbantartási módszer. Kivéve, ha a hosszanti illesztési technológiát alkalmazzák komplex eljárással, de a komplex eljárás költsége magas.
Hogyan lehet jobban használni az acélövet?
Az acélöv-felhasználók nagyon aggódnak az acélövek élettartama miatt, ezért a következő pontokat foglaltuk össze az acélövek élettartamával kapcsolatban, abban a reményben, hogySegítségjobban megérted az acélöveinket.
Felőször, az acélöv túl nagy terhelést fog viselniakaratbefolyásolja az élettartamot.
Mi a legjobb igénybevétel az acélszalag számára? Természetesen minél kevesebb igénybevételt visel el az acélszalag, annál hosszabb az élettartama, amit a felhasználók gumitermékek gyártási igényeivel kell kombinálni. Általánosságban elmondható, hogy az MT1650 acélszalag alkalmazását DLG-ben...7Példaként említhető a Sanghaji Gumiipari Gépgyár 1. számú 00X1400 berendezése, ahol a legtöbb gyártó a hidraulikus nyomásmérő értékét körülbelül 15–20 MPa-ra állítja be. Ezenkívül a dobvulkanizáló által a hosszabbító görgők megtámasztására használt hidraulikus hengerek eltérő átmérője miatt a konkrét értékek is eltérőek lesznek. A dobvulkanizáló hidraulikus táblázatában feltüntetett konkrét értékekért kérjük, forduljon a berendezés gyártójához.
Másodszor, sok felhasználó úgy gondolja, hogy minél vastagabb az acélszalag, annál hosszabbaz élettartamavásárlás előtt, ami valójában félreértés. Bár a vastag acélszalag ellenáll a kemény tárgyak ütésének az anyagban, és nem könnyű nagy gödröket létrehozni, a vastag acélszalag nagy hajlítási görbületi sugárral rendelkezik, ami érzékenyebb az ismételt hajlítás okozta fáradási károkra, és a hajlítási feszültség nagyobb, így a vastagabb acélszalaglehet, hogy nem hosszabb az élettartama.
Ezenkívül az acélszalag felszerelése után nem ajánlott azonnal a gyártáshoz szükséges nyomást beállítani, és a nyomást fokozatosan kell növelni a normál működésig. Az acélszalag hőmérsékletét is fokozatosan kell növelni a hőtágulás és -összehúzódás okozta belső feszültség-deformáció csökkentése érdekében, és a fűtőberendezést nem szabad elindítani, amikor a vulkanizáló leáll.
Végül, ha a következő feltételek fennállnaknem figyelnek odahasználat közben az acélöv is hajlamos a sérülésekre:
1) A nem megfelelő működés súlyos károkat okozhat az acélszalagban. Ha a gumi anyaga részben átfedésben van, idegen tárgyak, például karbantartási szerszámok jutnak be a dobvulkanizálóba, ami az acélszalag helyi deformációját okozza, és nyomokat hagy a termék felületén.
2) A karbantartási intervallum túl hosszú, és az acélszalag felületét hetente meg kell tisztítani.
3) A vulkanizált alapanyagok gyenge minősége. Ez főként a nyersanyagban lévő kemény idegen anyagok által okozott túlzott helyi feszültségnek tudható be.
4) A berendezés nem működik megfelelően. Például az acélszalag különböző okokból okozott eltérése az acélszalag hullámosodásához vezethet.
5) Az acélszalag széle egyélesszög, ami feszültségkoncentrációt és repedéseket okoz
6) Az acélszalag rosszul van tisztítva,-velidegen tárgyak tapadnak az acélszalag belső felületéhez
7) A gumitermék keskenyebb, mint az acélszalag szélessége, és a vulkanizált gumitermék széle hosszú ideig erőt fejt ki az acélszalag ugyanazon helyzetére.
8) A kézi beállító görgő amplitúdója túl nagy, vagy a dobvulkanizálót gyakran állítják be
Néhány releváns számítás a dobvulkanizálókkal kapcsolatban
1. Dob átmérője és hossza
A dobvulkanizáló végzi a termék melegítését, nyomás alá helyezését és vulkanizálását a vulkanizáló dobon. Ezért a vulkanizáló dob átmérője és hossza az egyik legjellemzőbb paraméter.
- A fődob átmérőjének általános specifikációi 350, 700, 1000, 1500 és 2000 mm. A fődob és a segéddob átmérőjének aránya: D0 = 2/3D, és a segéddob D0 átmérőjének nem szabad túl kicsinek lennie, különben az befolyásolja a nyomószalag hajlítási fáradási élettartamát. A D0 túl nagy, a gép nagy méretű, kényelmetlen kezelni, a fenti elemzés alapján az acélhuzalos ragasztószalaghoz a fődob D átmérője D = 700~1000 mm megfelelő;
- Vékony acélszalagok esetén a D=1500~2000 mm megfelelő. A fődob hossza,
- A vulkanizált termék szélessége alapján egyidejűleg a merevség problémáját is figyelembe kell venni, ezért a hossz-átmérő arány nem lehet túl nagy, általában L/D=1~3 a megfelelő.
Másodszor, a nyomószalag hossza és vastagsága
- A nyomásöva termék vulkanizálási nyomását biztosító fő alkotóelem, szélességét pedig a vulkanizált termék maximális szélessége határozza meg.
- A nyomás hosszaöva vulkanizáló szerkezete alapján számítják ki, és az L hossz csökkenésével a nyomás élettartama is növekszik.övarányosan csökken.
- A nyomószalag vastagsága közvetlenül befolyásolja az acélszalag szakítószilárdságát, hajlítószilárdságát és kifáradási élettartamát is. Ezért az alkalmassága közvetlenül befolyásolja a dobvulkanizáló teljesítményét.
- A δ kiszámított optimális értéke:
δ =(PDD0 /2E)1/2
δ – a nyomás vastagságaövcm
P-Vulkanizálási nyomás kg/㎠
D-Vulkanizáló dob átmérője cm
E - Az acélszalag rugalmassági modulusa, kg/㎠
D0 – A minimális tekercsátmérő, amelyen a nyomószalag áthalad, általában cm-ben mérve a felső és alsó állítógörgők vagy feszítőgörgők átmérőjét.
3. Az acélszalag feszességének kiszámítása
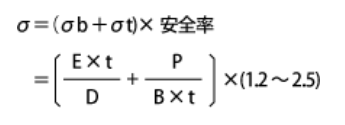
E: Rugalmassági együttható (kgf/mm2)
P: Acélszíj feszessége (kg)
D: Szíjtárcsa átmérője (mm)
B: Acélszalag szélessége (mm)
T: Acélszalag vastagsága (mm)
Például a Shanghai Rubber No. 1 gyár szabványos kis kéntartalmú dobja, a kis dob átmérője 400 mm, a nagy dob átmérője 700 mm, a henger átmérője 100 mm. 20 MPa nyomást ér el. Az acélszalag mérete: 7650 * 1,2 * 1380 mm, majd a számítás a következő: kép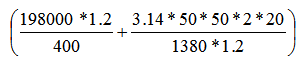 = 783,61 (kevesebb, mint a hegesztési varratnál mért 1100 MPa folyáshatár)
= 783,61 (kevesebb, mint a hegesztési varratnál mért 1100 MPa folyáshatár)
A σ értéknek alacsonyabbnak kell lennie, mint az acélszalag hegesztett helyzetének szilárdsága
Ha bármilyen kérdése van, vagy további információra van szüksége, kérjük, forduljon hozzánk bizalommal ~
Közzététel ideje: 2025. márc. 11.